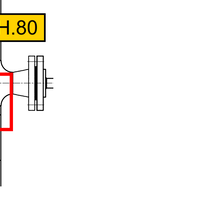
http://s.kaskus.id/images/2016/05/17/1190697_20160517021314.png itu gan, jaraknya cuma 1" ada standar minimum ngga ya?? Mksd nya gini ta ? Kalo standardnya ane belom tau gan , tapi semakin dekat jaraknya , itu semakin jelek gan ,karena kalor yang diterima di sekitar weld metal (HAZ) bisa me
Bukan Angle groovenya gan, tapi jarak dari toe las ke toe las di pipa, pipanya pndek gan, cuma 2" panjangnya Bisa liat detail gambarnya gan ?
gan mau tanya nih, minimum jarak Toe to Toe brapa yah? liat standar minimum welding dmna gan? ane baca di ASME sec VIII sama IX masih belum ketemu gan. mohon bantuannya ya Mksdnya besar angle groove gan ? Ada WPS nya ga gan ? Kalo ngejain produk gitu , biasanya (biasanya) ada WPS nya gan , nah
gan mau nanya nanya:travel:travel ane mahasiswa teknik mesin baru semester 6 sekarang, kebetulan niatnya lulus mau cari pelatihan di bidang welding. kalo untuk dalam hal prospek lebih bagus welding engineer atau welding inspector ya gan? sama semester depan kan ane udah peminatan, galau mau ambil
halo temen temen pengelasan, saya mau nanya lg dong. saya mau tau nih material apa yang bisa di pre dan post heat treatment ya? atau mungkin ada bahan bacaan yang ngasih tau kriteria material yang bisa di pre ataupun post heat treatment terima kasih Preheat sama PWHT gan ? Material yang perlu di p
halo temen temen pengelasan, saya mahasiswa jurusan mesin dari suatu perguruan tinggi jakarta, lagi nyari nyari topik untuk Tugas Akhir, mau nanya dong mungkin temen temen pengelasan bisa jawab. Apakah hasil pengelasan dari suatu material bisa di test fatigue? soalnya saya liat di youtube fatigue...
Gan mau tanya. Kalau mau ngelas ss 304 sch 10. Pipa 8" Methode NDT apa ya? Apa radiografi 100 persen berlebihan? Karena sekarang hasilnya jelek ada rembes gitu. Pake code apa gan ? ASME apa API atau yang lain ? Kalo ASME ntar lari ke ASME Section 3 tentang Process Piping , nah untuk penguji